
【午晟智造】纤维复合材料层间剪切强度测定方法
附录D 纤维复合材层间剪切强度测定方法
D.1 适用范围
D.1.1 本方法适用于测定以湿法铺层、常温固化成型的单向纤维织物复合材的层间剪切强度;也可用于测定叠合胶粘、常温固化的多层预成型板的层间剪切强度。
D.1.2 本方法测定的纤维复合材层间剪切强度可用于纤维材料与胶粘剂的适配性评定。
D.2 试样成型模具
D.2.1 试样成型模具的制备应符合下列规定:
1 成型模具由一对尺寸为400mm×300mm×25mm光洁的钢板组成,其中一块作为压板,另一块作为织物铺层的模板。在模具的上下各有一对长500mm的10号或12号槽钢;在槽钢端部钻有D=18mm的螺孔,并配有4根用于拧紧施压的直径d=16的螺杆、螺帽及套在螺杆上的压力弹簧,作为纤维织物粘合成试样时的施压工具;
2 成型模具的钢板,应经刨平后在铣床上铣平,其加工面的表面光洁度应为6.3;
3 成型模具尚应配有2块长300mm、宽20mm、厚4mm的钢垫板,用于控制织物铺层经加压后应达到的标准厚度。
D.2.2 辅助工具及材料应符合下列规定:
1 可测力的活动扳手4把;
2 厚0.1mm、平面尺寸为500mm×400mm的聚酯薄膜若干张;
3 专用滚筒一支;
4 刮板若干个。
D.3 试样制备
D.3.1 备料应符合下列规定:
1 受检的纤维织物应按抽样规则取得;并应裁成300mm×200mm的大小。其片数:对200g/m2的碳纤维织物,一次成型应为14片;对300g/m2的碳纤维织物,一次成型应为10片;对玻璃纤维或芳纶纤维织物,以及其他单位面积质量的碳纤维织物,应经试制确定其所需的片数。受检的纤维织物,应展平放置,不得折叠;其表面不应有起毛、断丝、油污、粉尘和皱褶;
2 受检的预成型板应按抽样规则取得;并截成长300mm的片材3片,但不得使用板端50mm长度内的材料做试样。受检的板材,应平直,无划痕,纤维排列应均匀,无污染;
3 受检的胶粘剂,应按抽样规则取得;并应按一次成型需用量由专业人员配制;用剩的胶液不得继续使用。配制及使用胶液的工艺要求应符合该胶粘剂使用说明书的规定。
D.3.2 试样制备应符合下列规定:
1 纤维织物复合材试样的制备应符合下列要求:
1)湿法铺层工序:应在室温条件下,安装好钢模板,经清理洁净后,将聚酯薄膜铺在其板面上,铺时应充分展平,不得有皱褶和破裂口。在薄膜上用刮板均匀涂布胶液,随即进行铺层(即敷上一层纤维织物);铺层时,应用刮板和滚筒刮平、压实,使胶液充分浸渍织物,使纤维顺直、方向一致;然后再涂胶、再铺层,逐层重复上述操作,直至全部铺完,并在最上层纤维织物面上铺放一张聚酯薄膜。
2)施压成型工序:应在顶层铺放聚酯薄膜后,即可安装钢压板,准备进入施压成型工序。施压成型全过程也应在室温条件下进行。此时,应先在钢模板长度方向两端置放本附录D.2.1第3款规定的钢垫板,以控制层积厚度。在安装好钢压板、槽钢和螺杆,并经检查无误后,即可拧紧螺杆进行施压,使层积厚度下降,直至钢压板触及两端钢垫板为止,并应在施压状态下静置24h。
3)养护工序:试样从成型模具中取出后,应继续养护144h,养护温度应控制在23±2℃。严禁采用人工高温的养护方法。在养护期间不得扰动或进行任何机械加工,也不得受到日晒、雨淋或受潮。
2 预成型板试样的制备应符合下列要求:
1)应采用3块条形板胶粘叠合而成的试样;
2)制备时,可利用上述成型模具进行涂胶、粘贴、加压(不加垫板)和养护;
3)加压和养护时间应符合本条第1款第(3)项的规定。
D.4 试件制作
D.4.1 试件应从试样中部切取;最外一个试件距试样边缘不应小于30mm,加工试件宜用金刚石车刀,且宜在用水润滑后进行锯、刨或磨光等作业。试件边缘应光滑、平整、相互平行。试件加工人员应戴防尘眼镜、应着防护衣帽及口罩;严防粉尘粘附皮肤。
D.4.2 一般情况下,应取试件长度l=30mm±1mm;宽度b=6.0mm±0.5mm;对纤维织物制成的试件,其厚度按模压确定,即h=4mm±0.2mm;对预成型板粘合成的试样,其厚度若大于4mm,允许在机床上单面细加工到4mm(图D.4.2)。每组试件数量不应少于5个;若需确定试验结果的标准差,每组试件数量不应少于15个;仲裁试验的试件数量应加倍。
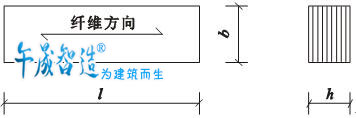
D.4.2 试件形状及尺寸符号
l-试件长度;h-试件高度;b-试件宽度
D.5 试验条件
D.5.1 试件状态调节、试验设备及试验的标准环境应符合现行国家标准《纤维增强塑料性能试验方法总则》GB 1446的规定。
D.5.2 试验装置(图D.5.2)的加载压头及支座与试件的抵承面应为圆柱曲面;加载压头及支座应采用45号钢制作,其表面应光滑,无凹陷及疤痕等缺陷。加载压头的半径R应为3mm±0.1mm;支座圆柱半径r应为(1.5mm~2.0mm)±0.1mm,加荷压头和支座的长度宜比试件的宽度大4mm。
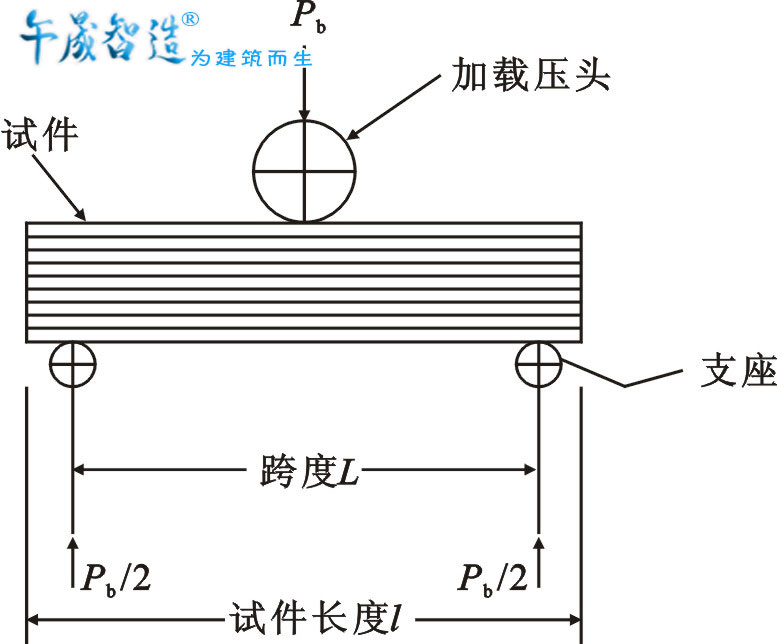
D.5.2 试验装置示意图
D.6 试验步骤
D.6.1 试验前应对试件外观进行检查,其外观质量应符合现行国家标准《纤维增强塑料性能试验方法总则》GB 1446的要求。
D.6.2 试件应置于试验装置的中心位置上。其跨度应调整为L=20mm,且误差不应大于0.3mm;加载压头的轴线应位于两支座之间的中央;且应与支座轴线平行。
D.6.3 以(1~2)mm/min的加荷速度连续加荷至试件破坏;记录最大荷载Pb及试件破坏形式。
D.6.4 当试验出现下列情形之一时,即可确认试件已破坏,并可立即停止试验:
1 荷载读数已较峰值下降30%;
2 加荷压头移动的行程已超过试件的名义厚度(即4mm);
3 试件分离成两片。
D.7 试验结果
D.7.1 试件层间剪切强度应按下式计算:
fs= (D.7.1)
(D.7.1)
式中 fs——层间剪切强度,MPa;
Pb——试件破坏时的最大载荷,N;
b——试件宽度,mm;
h——试件厚度,mm。
D.7.2 试件破坏形式及正常性判别,应符合下列规定:
1 试件的破坏典型形式(图D.7.2):
1)层间剪切破坏(图D.7.2,a);
2)弯曲破坏:或呈上边缘纤维压皱,或呈下边缘纤维拉断(图D.7.2,b);
3)非弹性变形破坏(图D.7.2,c)。
2 破坏正常性判别及处理:
1)当发生图D.7.2,a形式的破坏时,属层间剪切正常破坏;当发生图D.7.2,b或c的破坏时,属非层间剪切的不正常破坏;
2)当一组试件中仅有一根破坏不正常时,可重做试验,但试件数量应加倍。若重做试验全数破坏正常,仍可认为该组试验结果可以使用;若仍有试件破坏不正常,则应认为该种纤维与所配套的胶粘剂在适配性上不良,并应重新对胶粘剂进行改性,或改用其他型号胶粘剂配套。
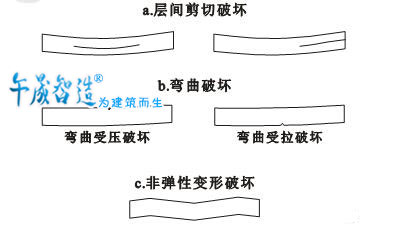
图D.7.2 试件的破坏形式
D.7.3 试验报告应包括下列内容:
1 受检纤维材料及其胶粘剂的来源、品种、型号和批号;
2 取样规则及抽样数量;
3 试件制备方法及养护条件;
4 试件的编号和尺寸;
5 试验环境的温度和相对湿度;
6 试验设备的型号、量程及检定日期;
7 加荷方式及加荷速度;
8 试样的破坏荷载及破坏形式;
9 试验结果的整理和计算;
10 取样、试验、校核人员及试验日期。
- 上一篇:【午晟智造】后锚固连接件相关规定 2017/4/13
- 下一篇:【午晟智造】水泥基灌浆料基本性能试验方法 2017/4/13